
























.jpg?width=75&name=Image%20(5).jpg)








.jpg?width=75&name=magnus%20andersson_550x550%20(1).jpg)











.jpg?width=75&name=0%20(1).jpg)






-4.png?width=75&name=MicrosoftTeams-image%20(3)-4.png)















There are many assumptions and opinions circulating around humidity recovery in the European HVAC industry and among HVAC engineers. Some of them are based on bad experiences, some of studies or claims presented with a certain partiality. I will try to clarify some these myths based on my experience in this industry.
Myth #1: Mould and bacteria can grow on the surfaces of the humidity recovery rotor or sorption rotor
It is often claimed that humidity recovery rotors would allow the growth of mould and bacteria on the wet surfaces of the rotor matrix. In humidity recovery the moisture does not condensate on the surface of sorption rotor foils. Water molecules are adsorbed as molecules in the sorption coating. So, there is usually no wet surface on the coating of the rotor matrix. However, humidity will condensate on an aluminum rotor (condensation rotor) if the outdoor temperature is low and extract air humidity is high enough.
Many sorption rotor suppliers have performed a hygiene test in which the rotor foil is placed in a humid test chamber, and the growth of mould and bacteria is observed. The results from these tests show an extremely low risk of mould or bacterial growth. To get this confirmed by your supplier, ask for the result of such a test. Even the used sorption foils in residential buildings have been tested by some suppliers with similar results.
Myth #2: Humidity recovery will transfer odours/smells and VOC gases to the supply air
The risk of unpleasant odours and volatile organic compound (VOC) gases transmission depends on three aspects. Generally, aspects (a) and (b) are covered by the exhaust air transfer ratio (EATR), which describes the amount of exhaust air in the supply air. And the aspect (c) is dependent on the active material in humidity recovery.
Note that there are also air leakages from the supply air to the exhaust air, which are not included in this paper, as these air leakages have no impact on smell.
a. Internal leakages of extract air to the supply air due to the pressure relationships inside the air handling unit
Internal leakage is a function of the pressure relationship between the outdoor/supply and extract/exhaust airflows around the rotor and other leakage sources in the air handling unit (AHU), such as recirculation dampers.
Depending on the position of the fans, the required pressures in the ducts and the AHU design, these internal leakages can range from 0% up to 20-30% in the worst scenario. The best way to determine internal leakage is to ask from air handling unit supplier for the EATR value calculation based on the actual design pressure conditions and to clarify how the pressure relation is kept correct under different operating conditions. During the site inspection, the best way to ensure the correct pressure relationship is to measure the pressure difference between the supply and extract air on the building side of the rotor. There should always be a small overpressure (at least 0-20 Pa) on the supply airside. If so, this problem is resolved.
b. Rotary heat exchanger carries extract air over to the supply air due to its rotation
It is commonly known that the purge sector will clean up the rotor from the remains of extract air (Figure 1). However, it is often not understood that certain requirements are needed for the purge sector to work correctly.
The purge sector must be available, properly adjusted and well designed. For purge sector to work correctly the pressure relationship between airflows must be over-pressured on the supply air side, as mentioned in the above section (a) about the internal leakages.
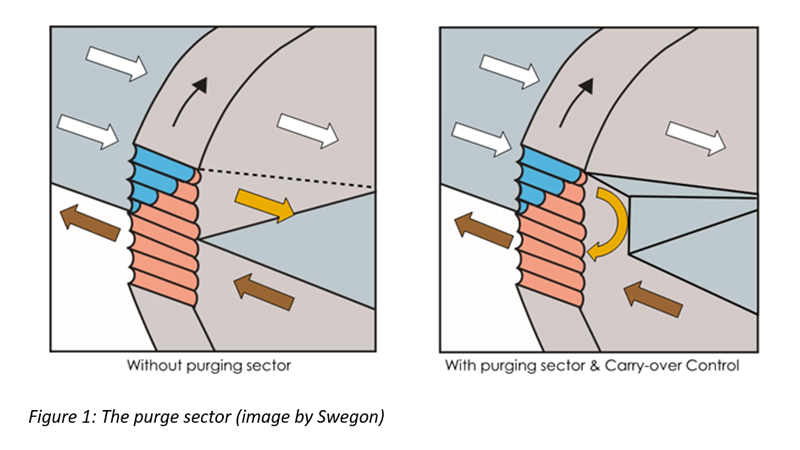
There are however many markets where purge sector is not commonly used, then it will become inevitable that the extract air will be carried over to the supply air. Typical extract air carry-over values due rotation will be 2-5% extract air in supply air (EATR). With a low airflow and a high rotation speed, it can be even higher.
c. Possible carry over of odour and VOC gases in the sorption matrix
This so-called Matrix Borne Carry Over (MBCO) is a very much discussed but less studied topic. Therefore, special attention needs to be paid to the selection of suitable sorption materials.
Until the beginning of the 2010´s, the European market was not very clear about the specification of the active coating material for humidity recovery. Silica gel was commonly used for humidity recovery rotors. The problem with silica gel is that it is not specific what gases it adsorbs. Due to the wide variation of pore sizes, which plays critical part in the adsorption process, silica gel can adsorb a large variety of VOC gases. If the sorption material can adsorb the VOC gases in the extract air, it can also release it in the supply air. That’s why it is used also in cat sand and electronic or leather product packings inside. Silica gel is used also in so called VOC gas concentrators/filters where VOC gases are adsorbed from air and concentrated on other air flow.
MBCO rates can be up to 20-40% of the VOC gases concentrations in the rotors with the silica gel. If the extract air contains very foul-smelling gases, even 1% can be too much. Some applications with silica gel rotors have had problems with so-called ‘wet basement’ odour. This occurs when the humidity levels are high on both air flows, and the matrix material starts to heat up and it releases odour gases.
For the past 10 years in European and for the last 20-30 years in the Asian and American markets, many suppliers have offered different types of adsorbent coatings. Zeolites (Figure 2) are widely used in industries and processes to adsorb a specific gas from liquids or gas mixtures. Different pore sizes can be artificially designed to adsorb specific types of gases. (The pore sizes are measured in Ångström (Å), which is a metric unit of length equal to 10-10 metres, and it is used to measure the molecule size.)
Water vapour molecules are one of the smallest molecules, with a molecular size of 2.7Å. Therefore, 3Å molecular sieves are very well suited to adsorb water molecules, as it is used in various industrial applications. Other molecular sieves are also used in ventilation applications, for example, 4Å.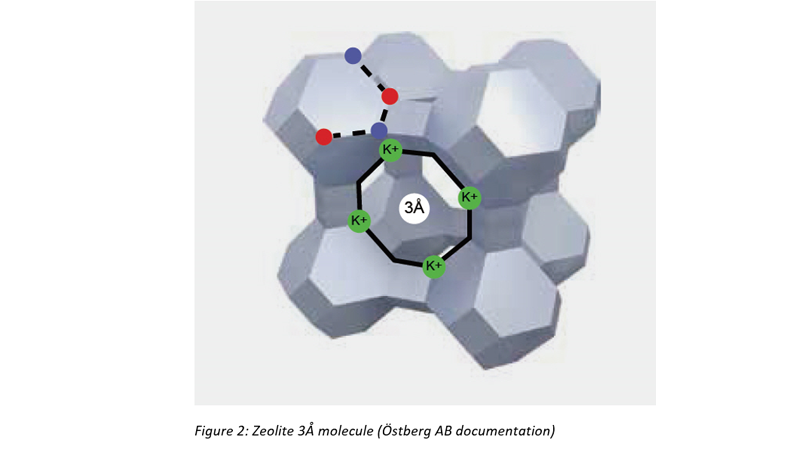
The selection of adsorbent is an optimization between costs, capacity and the risk of VOC carry over. In order to fix the coating on the surface and in order to increase the surface area on the foil some other materials might be used and act differently as the primary sorption material. Therefore, the testing of the foil material/rotors for MBCO would be very important.
Some suppliers have performed different kinds of the MBCO tests. The results show variations between different coating materials, especially 3Å molecular sieve has shown low MBCO values. Unfortunately, there is no standard available to measure this carryover. Some research projects are ongoing in both the US and Europe to develop such test method.
Today, the 3Å molecular sieves and other zeolites are widely available in the sorption recovery wheels. Just ask your supplier about this specification. Otherwise, there is a risk to get the silica gel coated rotors (and thus have problems with carryover of smell and VOC gases).
Myth #3: Humidity recovery will transfer aerosols from the extract air to the supply air
During the Covid-19 pandemic, it is often discussed and claimed that rotary heat exchangers, especially sorption rotors, would carry over aerosols containing viruses and bacteria, i.e., there would be a risk of spreading infectious diseases in ventilation systems with rotary heat exchangers.
Only recently, in September 2021, company Hoval AG has presented a study [1] done at the HSLU HVAC test laboratory in Luzern, where the carryover of aerosols in rotary heat exchangers was studied. The results showed no evidence that the aerosols would be carried from the extract air to the supply air in the rotor matrix. The results were similar for both aluminium and sorption rotors.
Of course, the results do not exclude a possible internal air leakage in AHU; due to wrong pressure relations between air flows, absence of purge sector, or the lack of proper functioning purge sector.
Myth #4: One cannot regulate the efficiency of humidity recovery
The temperature and humidity efficiency are regulated by reducing the rotor speed (revolutions per minute, rpm). The dependency of the temperature and humidity efficiency on the rpm is often characterized by the following type of a chart (Figure 3).
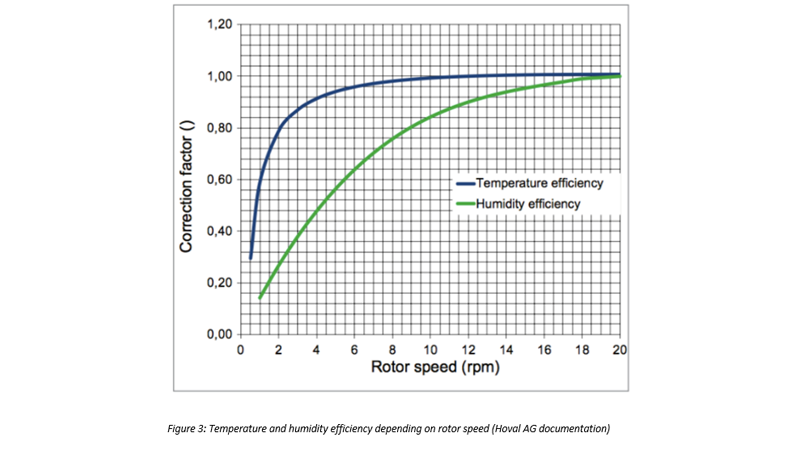
The blue line characterizes the relative change of temperature efficiency and green line of humidity efficiency as the function of rotor rpm. Important in this diagram is that the humidity efficiency (green line) has different characteristics. This difference can be used to control the humidity recovery rate without affecting the temperature efficiency too much. It is worth emphasizing that these characteristics are generic, each rotor design, sorption coating and air flow rate will have its specific characteristics.
Temperature and humidity recovery efficiency control of plate heat exchangers are possible only by using the bypass, and therefore humidity efficiency will have similar control characteristics than temperature efficiency.
Myth #5: Humidity recovery will cause too high humidity levels in a building
Humidity recovery is often claimed to cause too high humidity levels, especially in residential buildings in cold climates (condensation on windows etc.). This may sometimes be the case. Likely reason for too high humidity levels is that ventilation unit had no control routine to avoid too high humidity levels. Unfortunately, there are still very few, if any, residential ventilation units that would have such functionality. So, it is a question of control function. Hopefully, progressive suppliers will find a business opportunity in this area.
In the Central European climate, the risk of too high humidity levels is lower as the outdoor temperature does not drop much below 0°C.
With enthalpy plate heat exchangers, the control of humidity recovery rate is not possible without bypassing the airflow. On the other hand, the humidity recovery efficiency of these products is also usually lower, typically around 55-65%.
In non-residential buildings, too high humidity levels are rarely a problem, but more advanced control systems can handle possible problem situations.
Myth #6: Humidity recovery works only in the coldest wintertime and with low recovery efficiency
Especially in the European market, we often see that the specification for humidity recovery is not adequate. Often specification is only requesting for the hygroscopic recovery wheels. Unfortunately, this frequent specification allows almost any kind of humidity recovery and any coating quality. With hygroscopic rotor specification humidity efficiency levels are low from 10-40% in winter and hardly any in summer conditions. Eurovent Certification program for energy recovery wheels (AARE) classifies energy recovery wheels with high humidity recovery efficiencies to sorption wheels. These products need to have a humidity recovery rate of at least 70% of the temperature efficiency. This means, if the temperature efficiency is 80%, the humidity recovery rate in summer testing conditions needs to be a minimum of 70% * 80% = 56%. The same range of humidity recovery efficiency will also be gained in wintertime.
Looking at the certification data from the Eurovent Certification home page of the AARE program, we can see that with airflows at 1 m/s (air speed over the rotor), we can get more than 90% recovery efficiency, and at 2 m/s we find many products and more suppliers achieving humidity recovery efficiency up to 80-90%. So, for energy cost calculations of 50% humidity recovery rate we have massive potential for improvement.
From a humidity recovery perspective, the ventilation could be much lower consumer of humidification. Modern energy recovery components can recover most of the humidity back to the building and therewith decrease humidification costs dramatically.
Discussion
I have tried to cover here some of the most common myths circulating around in our industry. It is often forgotten that sorption rotors have some very good benefits for the installation and energy economy of the building:
• Decrease cooling capacity and cooling energy need.
• The dry cooling systems (chilled ceilings and chilled beams) can work longer with maximum capacity in extreme humid weather conditions.
• Decrease defrosting limit in coldest wintertime down by 5-8°C.
• Buildings with humidification will gain remarkable energy cost savings.
• In old installations chillers and heat pumps will have better energy economy if dehumidification load is reduced with humidity/cool recovery.
In USA, middle East and Asia humidity recovery is commonly used (some countries even mandatory) due to cooling capacity savings. In Europe we can profit the same and many other points. Humidity recovery can have a major role to play in countries (in south Europe) where electric network peak load situation takes place in warm summer days.
It is worth to take a close look on facts, what humidity recovery can offer in improving IAQ and energy efficiency of buildings.
References:
[1] Hoval presentation in Swiss Hygiene confrens 10.09.2021 in Baden “Interne Leckagen bei Energierückgewinnung in Luftaufbereitungsgeräten”
This article was first published in REHVA Journal, 2021:6.
